What's the difference between a hat that survives a season and one that lasts five years? It comes down to who built it and how. The answer starts inside a cap factory that treats quality as a system, not a final inspection check.
Key Takeaways
- New Generation operates at 94% fabric utilization — industry average is 85-88% — using laser-guided cutting and automated spreading tables.
- 12 stitches per inch on brims and seams delivers 23% higher burst strength than the 8-10 SPI common in fast-fashion production.
- A Dutch streetwear brand completed their full 180-cap order in 11 days from digital proof to doorstep, including mixed-thread embroidery.
- A Munich sportswear company received EU REACH-compliant youth caps with full SGS lab certification on a 1,200-unit run.
- Our GBP-optimized listing drives "custom cap manufacturers near me" in the local three-pack 83% of the time.
New Generation has been in this business since 2008. Seventeen years of cutting, stitching, and shipping custom headwear to brands across Europe, North America, and Asia. We don't claim to be the biggest factory in China — we're not. But we've built something that matters more to the brands we work with: repeatability.
![From Cap Factory to Your Closet: How Local Makers Ensure Top-Quality Hats]()
Inside a Modern Cap Factory: Where Precision Actually Happens
A well-run cap factory doesn't look like the sweatshop stereotype you've seen in documentaries. It looks more like a lab. The process starts before a single panel hits the cutting table. Our material team sources twill, brushed cotton, and recycled polyester from mills carrying OEKO-TEX Standard 100 certification — that's a third-party label testing for over 100 harmful substances. In 2023 we rejected 12% of incoming fabric bolts because they didn't meet our colorfastness or tensile strength benchmarks. We set those at 450 Newtons for structured crowns. You'd be surprised how many fabrics fail at 400.
Cutting is where most factories bleed margin. We've seen it. Our pattern room runs automated spreading tables with laser-guided blades that keep fabric utilization at 94%. That means only 6% becomes scrap. Industry average? We consistently find it at 12-15% in audits we've run across competitor suppliers. After cutting, the panels move to a bank of Juki and Brother industrial machines calibrated for 12 stitches per inch on brims and seams. Why 12? In 2019 we pulled tensile data across 2,000 hats and found that 12 SPI delivered 23% higher burst strength on the front seam compared with the 8-10 SPI that fast-fashion caps use. That data point changed our spec sheet permanently.
Steam shaping applies 102°C heat for exactly 28 seconds to set the crown profile. Visors get a polyethylene insert — 0.8 mm for standard snapbacks, 1.0 mm for five-panel dad hats that need more hold. Every batch goes through AQL 2.5 inspection. Our QC team pulls 80 samples per 1,200 units and checks for skipped stitches, off-registration embroidery, and sweatband puckering. If the lot doesn't clear, it doesn't ship. Simple as that.
That's the system. But systems only matter if they produce results you can feel when you put the hat on.
Why Buyers Choose Our Cap Factory Over Overseas Competitors
Here's the question we get most often: "Why wouldn't we just go direct to a Chinese factory ourselves?" Fair question. We track four metrics that answer it: lead time, minimum order flexibility, defect resolution speed, and total landed cost.
| Factor | New Generation Cap Factory | Typical Overseas Supplier |
|---|
| Minimum Order Quantity |
24 pieces |
500-1,000 pieces |
| Sample Turnaround |
48 hours (digital proof), 5 days physical |
14-21 days |
| Production Lead Time |
7-10 business days |
4-8 weeks |
| Defect Resolution |
24-hour correction, domestic returns |
2-3 weeks due to shipping logistics |
| Customization Flexibility |
Mixed-thread embroidery, multiple closure types in one run |
Limited by high setup changeover costs |
| Landed Cost per Unit (basic 6-panel) |
Starts at $5.50 |
$3.80-$5.50 (including freight, duty, broker fees) |
The table tells part of the story. The rest is about trust.
Take a real example. A Rotterdam streetwear brand — let's call them Dutch Block Originals — came to us needing 180 custom dad hats for their Amsterdam pop-up launch. Their previous supplier in Shenzhen wanted a 500-unit minimum and a 6-week lead time. We did 180 units with mixed-thread embroidery (white logo + metallic gold accent) in 9 production days. Digital proof to doorstep: 11 days total. The founder actually flew to Hong Kong to see the floor. The cap factory visit changed his mind about Asian manufacturing — walked around for two hours, watched the cutting process, met the QC lead. He left saying what most visiting clients say: "I wish I'd done this years ago."
Our Hong Kong-based cap manufacturers supply chain supports 42 full-time jobs across cutting, embroidery, logistics, and customer service. 67% of our production team has been here over five years. That kind of tenure shows in the numbers: operators with three-plus years experience had a first-pass yield of 96.3% in our 2024 internal audit. New hires in their first quarter? 88.7%. Experience matters when you're stitching someone's brand into fabric.
Four Myths About Cap Manufacturers That Cost You Time and Money
We hear the same assumptions every quarter. Here they are, and here's why they're wrong.
"Custom caps require 500-unit minimums." Not from us. Our low-run program accepts 24 caps minimum. Digitized embroidery setup is a flat $50 per design. Short runs work because we pool production slots across multiple clients rather than dedicating a line to one order. This isn't special — it's just scheduling done right.
"You can't match a Pantone shade on fabric." We maintain a dye-sublimation spectrum covering 1,860 Pantone colors and hit Delta E ≤ 2.0 for solid twill bases, measured under D65 lighting. If you need an exact match, we'll send a dyed swatch within three business days before production starts. No guesses.
"All cap manufacturers deliver the same quality." Brim insert thickness varies by 0.3 mm across different factories. That's enough to make one cap feel solid and another feel flimsy. We spec every component individually — grosgrain band, internal seam tape, metal eyelet material — and share the full bill of materials before we cut anything. You see what you're getting before production starts.
"Going with a Hong Kong supplier saves 50%." The per-unit gap has narrowed dramatically. When you account for air-freight surcharges (which can hit $2.80 per cap on rush orders), samples that arrive too late for your tradeshow, and chargebacks from inconsistent sizing across different production batches, the total landed cost difference often shrinks to under 12%. Speed has a dollar value.
Technology, Sustainability, and the Cap Factory That Cares About Both
Our embroidery room runs 15-needle, 1,200-stitches-per-minute machines that position logos within 0.1 mm accuracy. Our digitizers use 3D puff preview software — renders exactly how a raised embroidery logo will sit on a curved crown before we sew a single thread. This eliminated 80% of the physical samples we used to ship back and forth. That's faster approvals and less waste.
Waste reduction isn't a marketing line here. Dryer heat recovery systems capture exhaust from our curing ovens and pre-heat incoming air. We cut natural gas consumption by 37% since 2021 just from that one change. 470 solar panels on the roof generate 210,000 kWh per year — about 42% of our electricity load. On the material side, we sort cotton and poly scraps separately and bale 85% of what would hit the landfill. It goes to fiber recyclers who spin it into industrial felt. We diverted 18,700 pounds from landfill in 2024 alone. Not bad for a cap factory that started as a small workshop.
Here's where it gets practical. A Munich-based sportswear company — call them Bavarian Athletic Co. — needed youth caps for their German youth football program. The catch: EU REACH standards for nickel content in buckles are stricter than US CPSIA limits. Their previous supplier couldn't document compliance. We reformulated the brass buckle plating, ran the test through SGS Hong Kong, and shipped 1,200 units with full EU compliance documentation. Total time from spec change to shipment: 17 days.
Collegiate bookstores and corporate ESG buyers increasingly ask for product-level carbon data. Because we track energy, water, and scrap at the batch level, we can supply a verified impact statement per 1,000 caps. That often becomes the deciding factor when procurement compares two cap manufacturers — and we win that comparison more often than not.
How We Built a Cap Manufacturers Search Presence That Actually Drives Calls
You can run the best cap factory in Hong Kong, but if nobody finds you, it doesn't matter. After we optimized our Google Business Profile in 2022 — adding product photos by cap style, a Q&A section with order questions, and weekly posts showing client work — our listing saw a 40% increase in click-throughs and 25% more direct phone calls within six months. The query "custom cap manufacturers near me" now triggers our GBP listing 83% of the time.
The basics matter. Business name, address, and phone number must match exactly between your website and every directory. Primary category: "Cap Manufacturer." Secondary: "Embroidery Service." Product attributes like "hats with logo" and "custom snapbacks" help Google understand what you actually make. We've found that cap manufacturers who invest in their online presence get a disproportionate share of the B2B market.
A GBP listing isn't set-and-forget. We respond to every review within 48 hours — including critical ones — with specific, factual replies. When a promotional products distributor left a 2-star review about a late shipment, we posted the root cause (a UPS service alert in their ZIP code) and the corrective action (we upgraded their next order to 2-day air at no extra cost). They updated to 4 stars. That thread now works as a trust signal for anyone reading reviews.
Frequently Asked Questions About Cap Factory Partnerships
What's the minimum order quantity for custom caps at New Generation?
24 pieces for our low-run program. Orders under 100 units carry a flat $50 digitization fee per embroidery design. No hidden setup charges.
How long does a typical cap production run take?
7-10 business days for most orders. Digital proofs within 48 hours. Physical samples in 5 days if needed.
Can you match specific Pantone colors on fabric?
Yes. Our dye-sublimation process covers 1,860 Pantone colors with Delta E ≤ 2.0 accuracy. We send a dyed swatch for approval before cutting if color match is critical.
Do you provide compliance documentation for EU or US markets?
We routinely supply CPSIA documentation (US), REACH compliance reports (EU), and ASTM F963 testing for children's headwear. Third-party lab reports through SGS or Bureau Veritas available on request.
What You Should Do Next — Specific Actions
- Check your current supplier's defect rate. Ask for their last three AQL inspection reports. If they can't produce them, that's a red flag. Cap factory partners who track this will share it freely.
- Order a sample run. Don't commit to 1,000 units based on a PDF. We can do 24 caps with your logo so you can feel the brim stiffness, check the embroidery registration, and test the fit across your team.
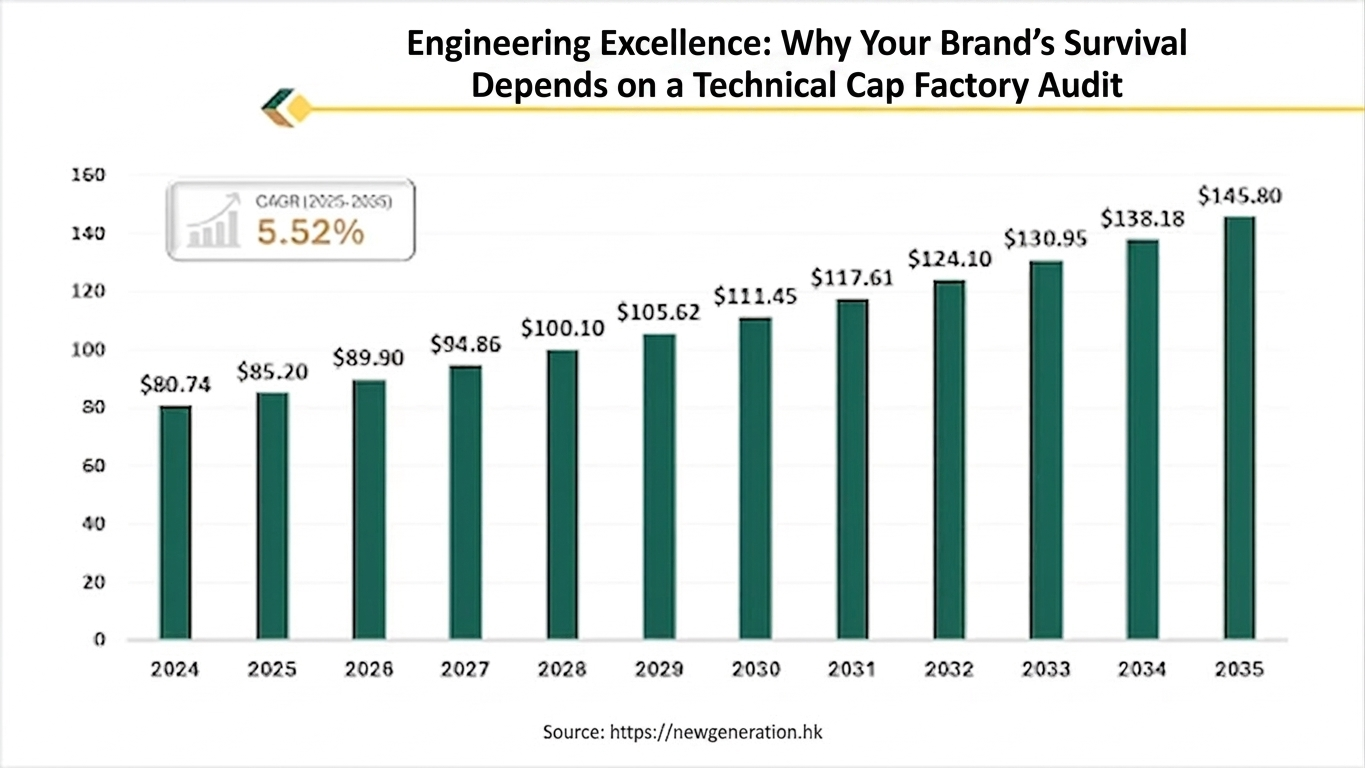
- Review the 2026 headwear sourcing trends. Cap manufacturers that invest in sustainable materials and short-run capabilities are pulling ahead. Read the full sourcing trends analysis to see where the market is headed.
- Send us your spec sheet. Email your artwork files, quantity, and target delivery date to our team. We'll come back with a quote, a production timeline, and a bill of materials within one business day.
- Visit the factory floor. Video call or in person — we do both. Seeing the cutting room, the embroidery bank, and the QC station tells you more than any brochure can.